Comparison: Metal folding – Press brake bending
Frequently changing parts and small batch sizes require a universal bending technology. The most common bending technology are press brake bending and folding.
Folding: Bending sequence
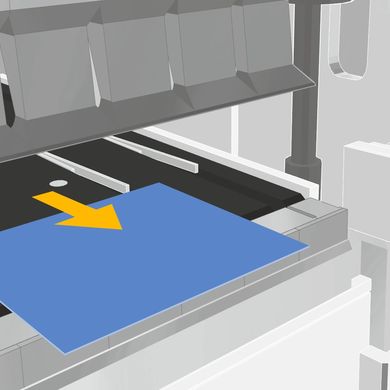
During the folding sequence the blank rests on the sheet support table. A gauging system positions the part to the bend line. The upper and lower beam clamp the blank. During the bending cycle the folding beam moves up around a pivot point. On up-down acting machines, the folding beam moves upwards or downwards, depending on the bending direction.
- The part rests on the table (no fatigue, short cycle times)
- The gauging system positions the part to the bend line (operator training finished in no-time)
- Upright posture, easy operation (no health problems)
- Usually one operator is sufficient even for large, cumbersome and heavy parts (low labor/parts costs)

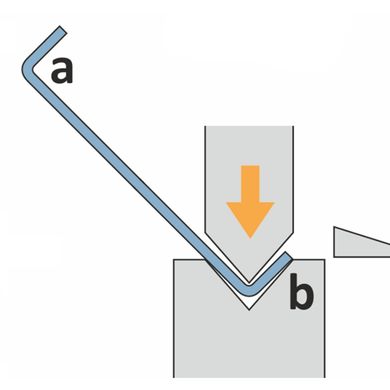
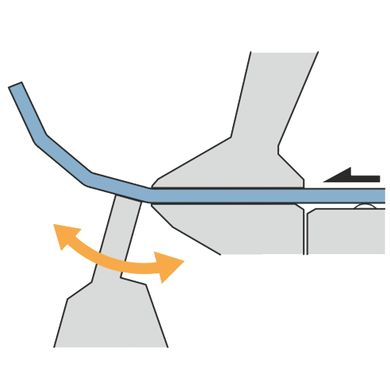
Press brake: Bending sequence
During the bending sequence the blank is positioned outside the machine. The operator holds and supports the weight of the blank. For bending the upper ram moves down into the lower die. Both sides of the part move up and leave the plane. A linear ram movement results in the bend angle. Sequence requires experienced operators.
- Operator needs to lift/support/hold the part (quality problems due to fatigue)
- Experienced, well trained operator required (problem finding skilled operators)
- Health (shoulder problems) and safety are critical
- Large/cumbersome or heavy parts require multiple operators (high costs per part)
- Slow cycle times (high costs per part)

Featured Folding Machine: Multibend-Center
Folding: Machine setup
Folding machines can bend all angles with a single set of tools. The machine automatically adjusts to the material thickness. Higher automated folding machines come with an automatic tool changer.
- Universal tools (reduced setup effort)
- Usually one set of tools sufficient for all customer parts
- Low investment and operating costs
- Low set-up times allow for small batch sizes (need-based production)
Press brake: Machine setup
Press brake bending typically requires a large number of punches and different applications.
- Different “V” dies for different sheet thicknesses
- Small “V” dies required for short flanges
- Usually a large variety of upper ram geometries are used
- Investment in additional tools over time
- Often long set-up times

Featured Folding Machine: ProfileCenter
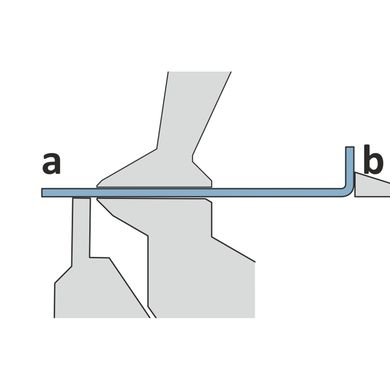
Folding: Material thickness tolerances
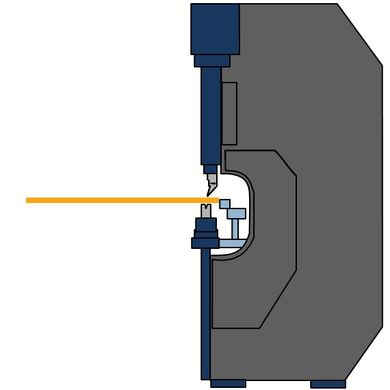
During the folding sequence the folding beam tool contacts the outside of the material and moves exactly to the programmed angle.
- The reference side is only the outside of the material
- Exact movement to the programmed angle (high angle accuracy)
- Sheet thickness tolerances do not affect the bend angle
- No angle measuring system required

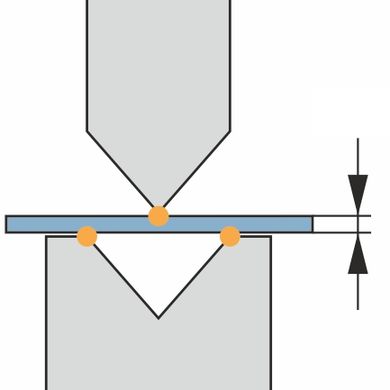
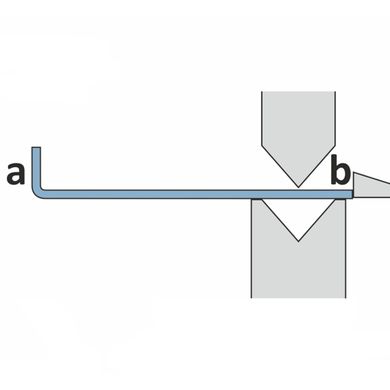
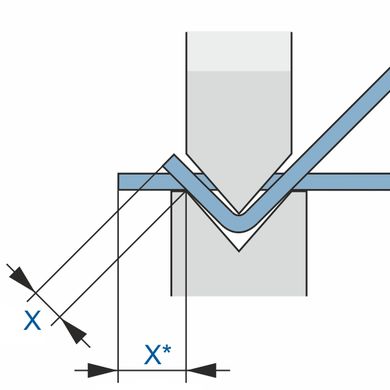
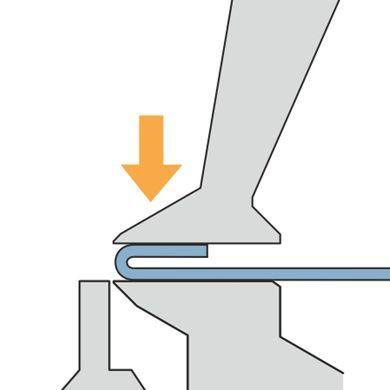
Press brake: Material thickness tolerances
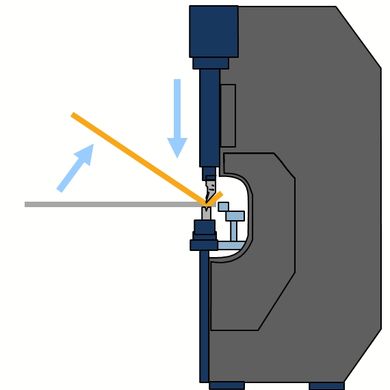
On press brakes, the punch contacts the material from above and the “V” die from below.
- Contact points on both sides of the material
- The bend angle iresults from a linear upper tool movement
- Sheet thickness tolerances lead to angle variances
- Expensive, inflexible angle measuring system required for compensation
Featured Folding Machine: MiniBendCenter
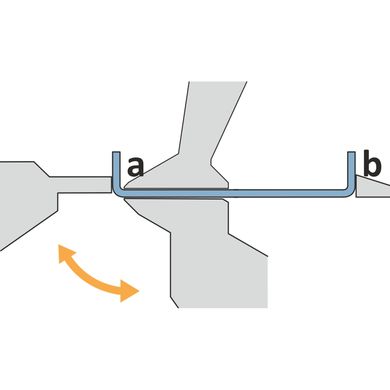
Folding: Gauging
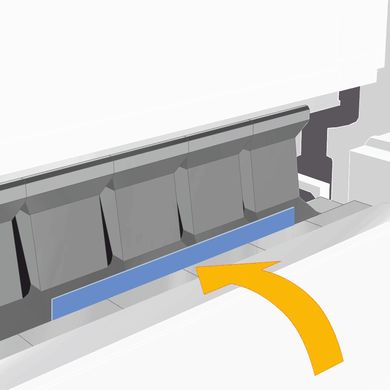
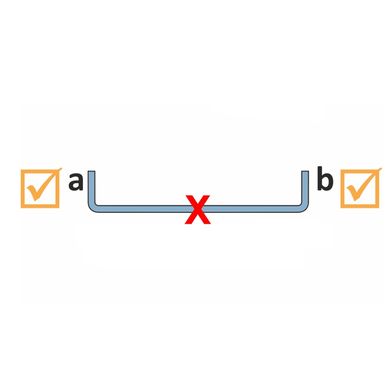
On a folding machine the entire part is inside the machine. Only a short flange stands out of the upper and lower beam tool.
- Gauging of the entire part
- Blanks dimension tolerances show up in the first flange
- The overall panel dimension as well as the opposite flanges are always accurate
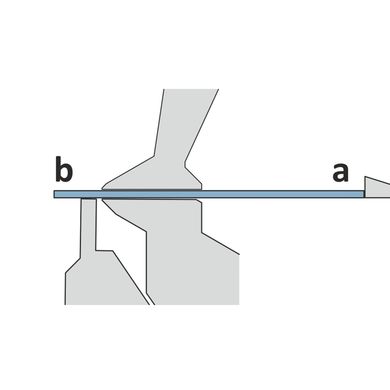
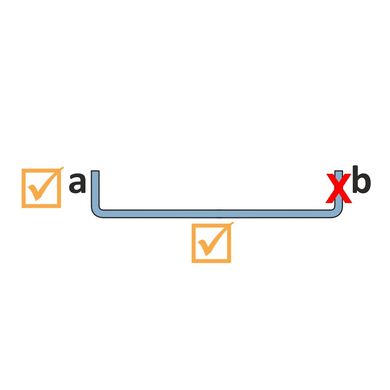
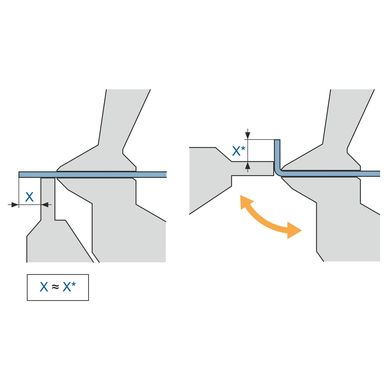
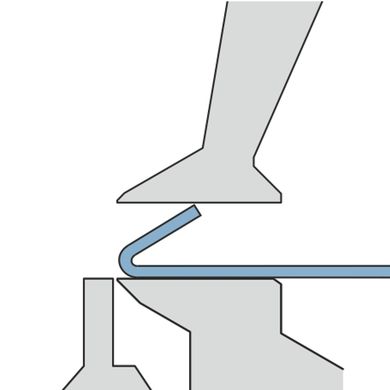
Press brake: Gauging
Press brakes normally gauge the short flange. The long flange protrudes from the machine.
- Gauging the short flange
- Blanks tolerances show up in the overall dimensions of the finished part
- These are usually the critical part dimensions for a perfect fit in the assembly


Featured Folding Machine: UpDownCenter-2
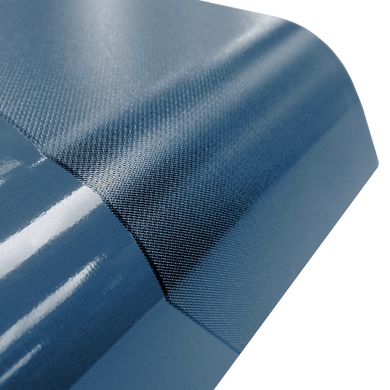
Folding: Sensitive material surfaces
Folding reduces the sliding area of tools on the material surfaces to a minimum, or completely eliminates it on some machines (Multibend-Center, ProfileCenter).
- No scratches on the material surface
- Ideal for stainless steel or coated sheets

Press brake: Sensitive material surfaces
Press brakes draw the material over the edges into the “V” die. The long sliding distance is shown results in scratches on the outside of the sheets.
- Significantly visible scratches on the sheet
- Not ideal for sensitive materials
Featured Folding Machine: XXL-Center
Folding: Tool wear
As there are only very slight relative movements between the tool and the material surface, the tooling shows no abrasion wear even after years of use.
- No wear on the tools
- Low maintenance costs
- Precision parts even after years of operation
Press brake: Tool wear
The long sliding distances over the “V” die edges lead to wear of the tools.
- Tools must be replaced from time to time
- Gradual deterioration of bend results
- Programs need to be readjusted
Featured Folding Machine: XL-Center
Folding: Bending radii
On folding machines, a radius can be easily created of short bending segments. By using small steps the outside of the radius will be very smooth and the individual steps will not be visible.
- Creation of any radius without special tools
- Bending steps not visible on the outside
- Part rests on the table
- Fast bending cycles


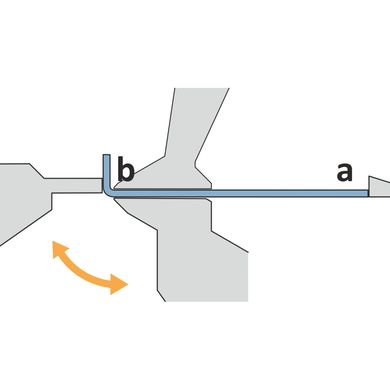
Press brake: Bending radii
Creating a radius with bending steps on a press brake is quite difficult, as the sheet moves upwards at each step.
- Gauing of the parts is difficult
- Very well trained operators required
- Very long cycle times
Featured Folding Machine: GIGAbend
Folding: Bending hems
Folding does not require special tools for hemming.
- Open, closed or tear-drop hems can be created
- Applications: Increased stiffness, protective edges, part connections
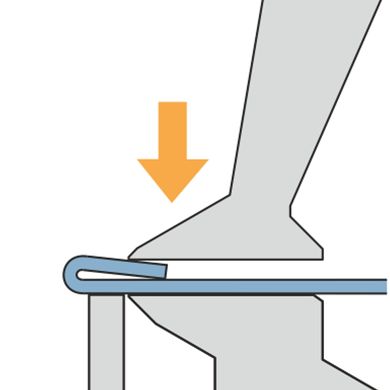


Press brake: Bending hems
Press brakes use special tools for hemming.
- Higher tool costs
- Extensive lifting of the part during pre-bending