
Happy holidays from the RAS Systems team! As the year comes to an end, we’d like to take a moment to thank our partners and customers for their...
Happy Holidays from RAS Systems
read more

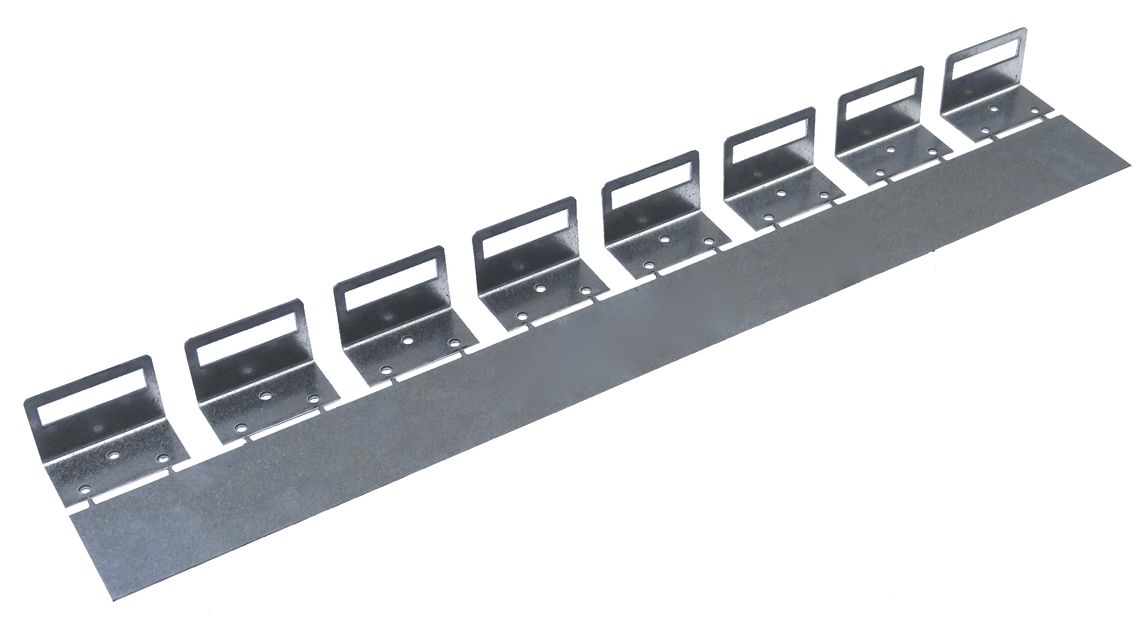
The RAS MiniBendCenter is the world’s first automatic folding center for small parts. Blanks will be automatically fed, squared and measured. Tool setup is all automatic. A manipulator moves and rotates the blank automatically to the exact position. The folding cell folds the part up and down. The MiniBendCenter leads to low costs per part and a quantum leap in productivity.




Download all information as PDF.

Which products covers similar needs.
No comparable products available.
Happy holidays from the RAS Systems team! As the year comes to an end, we’d like to take a moment to thank our partners and customers for their...

Adapting to Change in the Metal Fabrication Industry The metal fabrication industry has always been a cornerstone of manufacturing, playing a...

Section 179 of the US tax code allows businesses to deduct the full purchase price of qualified equipment from their taxes within the same year. Qualifying machines can be brand-new or pre-owned, as long as the equipment is in use before year’s end.